En la acuñación contemporánea, existe un proceso, una maquina, que se utiliza para el disco de metal una vez recortado del riel. Dicha maquina, dicho proceso, reduce el diámetro y eleva el contorno del disco de metal, su borde. Es un protoborde o prelistel. Ello ayuda a la hora de acuñar el cospel, y no hacer sufrir/ desgastar tanto el cuño en su borde (Listel). La maquina es la Torculadora. A medida que el disco de metal pasa a través de la torculadora, sufre la presión en el plano horizontal. Ello reduce el diámetro del disco, y eleva hacia arriba, todo el contorno del disco por ambas caras (prelistel). La presión de la maquina, al mismo tiempo, limpia el contorno borde del disco metal de asperezas, excesos de metal, rebabas,… consecuencia del recorte del riel.
No todas las piezas pasan por la Torculadora. Depende de la aleación, tamaño del disco metálico, maleabilidad,… Los discos de metal que no pasen por la torculadora, mantendrán uniformidad en grosor, al contrario que los que lo hagan, que tendrán mayor grosor en el borde. Los procesos de acuñación, que establecen que los discos pasen por la Torculadora, deben hacerlo. Ya que si un disco se salta la Torculadora, su diámetro no se ve reducido, y por tanto puede dar lugar a errores de acuñación (acuñadas sin virola, desplazadas,…). El tamaño del disco dificulta su entrada en la cámara de acuñación o dentro de la virola.
El prelistel tiende a ser igual en todos los discos presionados horizontalmente (Torcu-ladora) de una misma tirada o acuñación. Variara ligeramente entre los distintos cospeles de distintas tiradas/acuñaciones. Si cortásemos el disco de metal una vez ha pasado por la Torculadora, transversalmente, se apreciaría en el borde generalmente la forma de un trapecio, es decir un triángulo sin vértice.

El prelistel, el alzado del borde, tiende a ser una pendiente descendente desde el borde del disco hacia el interior. Como toda maquina, la Torculadora, puede sufrir errores de montaje, desgaste, mecanizados incorrectos, error de diseño,…
TORCULADORA: Prensa que se emplea para la fabricación de monedas. Con esta máquina, al pasar los discos a través de unos canales, que gradualmente se van estrechando, forman un perfil alzado en el borde de ambas caras. Véase LISTEL. https://www.angelfire.com/wy/elmonetario/glosario_numismatico_4.htm#t
Torculadora-https://www.youtube.com/watch?v=MIO8LP5oZjw&t=8s
¿Cómo saber si la Torculadora ha sido utilizada en el proceso de acuñación de una moneda?
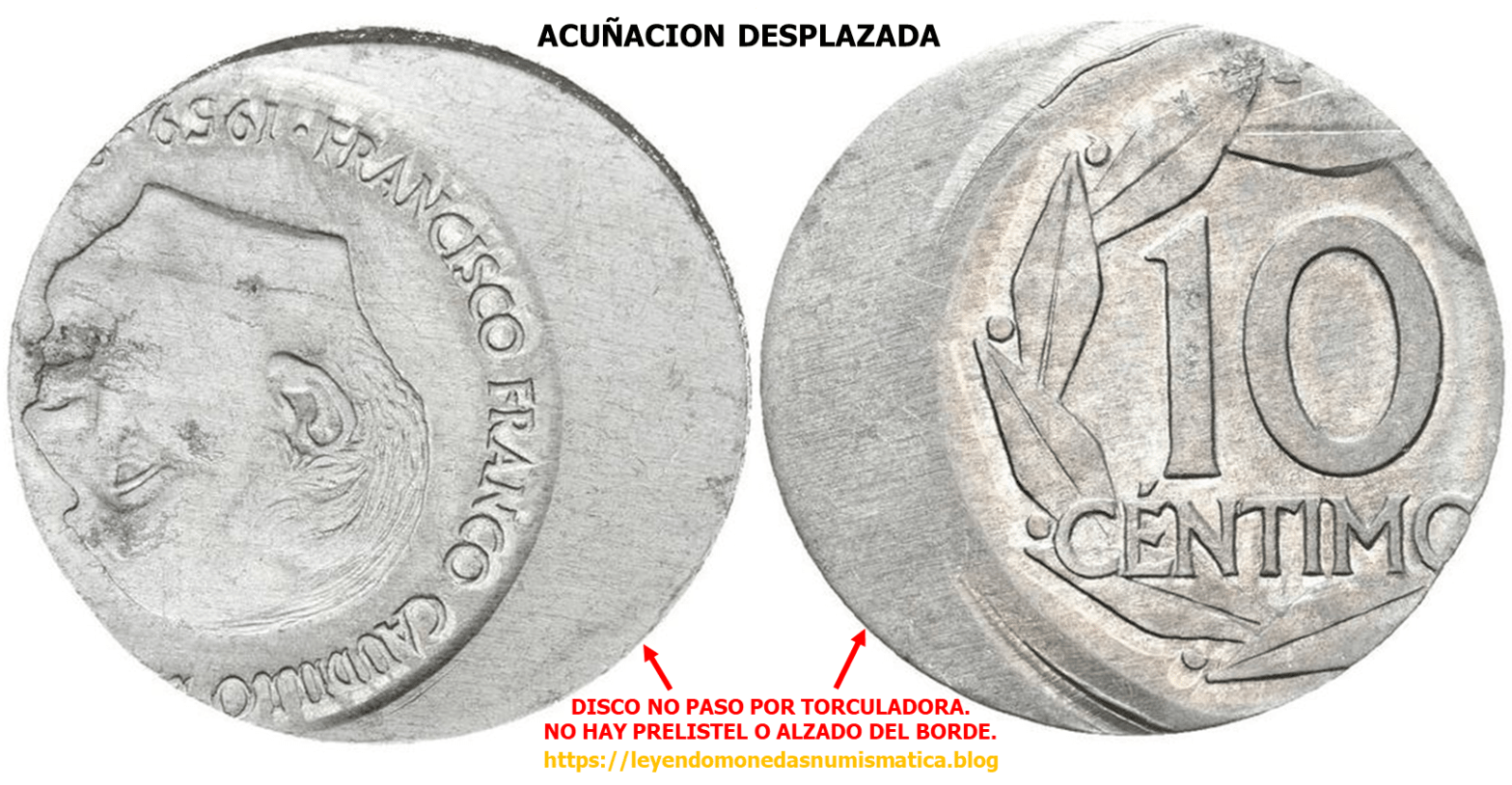
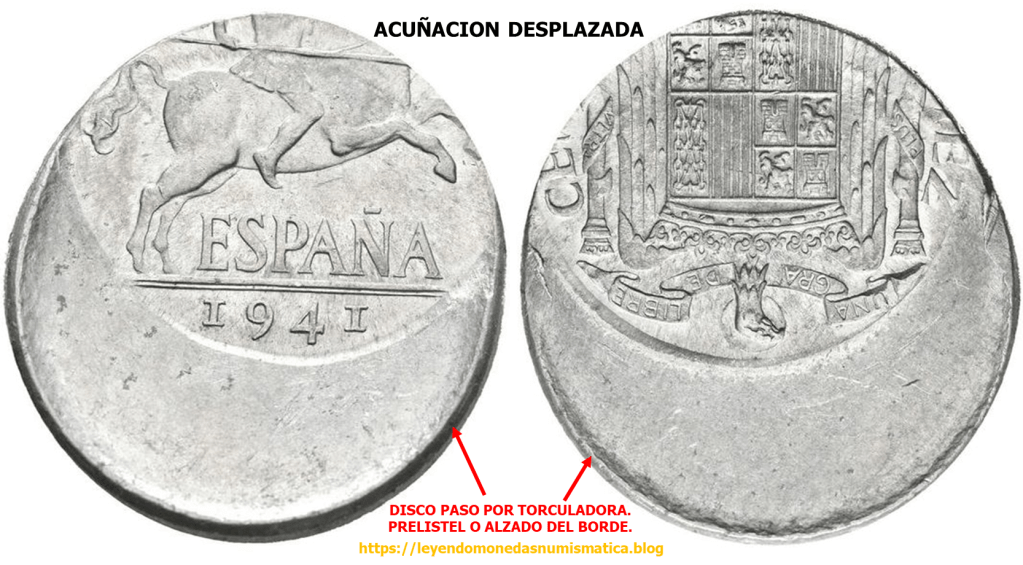
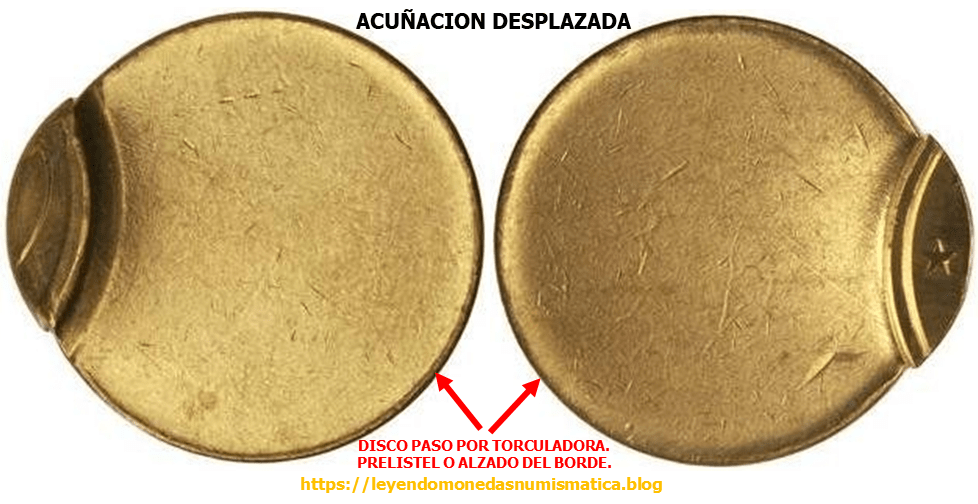
Hay que buscar, en principio, cospeles (sin acuñar) o monedas con acuñación descentrada. El cospel sin acuñar tendrá el borde levantado si ha pasado por la Torculadora. La moneda con acuñación descentrada, presentara el borde levantado o no, en el área que no ha recibido la incidencia de los cuños, es decir, en el área sin acuñar.
Las siguientes piezas han pasado por la Torculadora. El contorno del área de la moneda que no ha recibido impronta alguna, esta alzado (prelistel).






Las monedas de 10 Céntimos de 1959 y 50 Céntimos de 1966 no pasaban por la torculadora. El borde del área de la moneda que no ha recibido impronta alguna, no esta alzado, no esta levantado (prelistel).



Muy buen artículo para los coleccionistas de errores.
Como siempre un placer leerte.
Me gustaMe gusta